
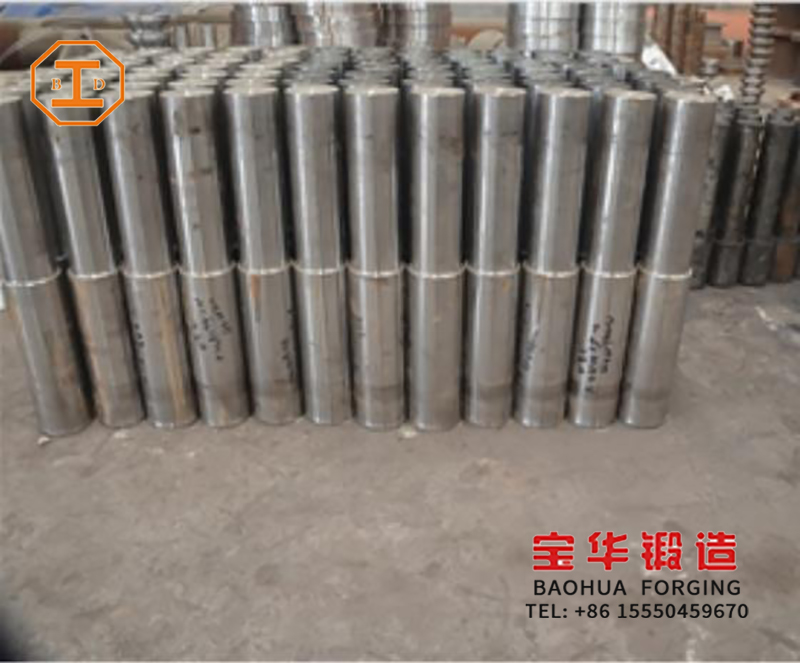
وفقا لمتطلبات العملاء ، يمكن تصنيعه من 45 # و 40 ساعة معتمدة و 30 ساعة و 35 ساعة و 42 ساعة و 42 ساعة و 18 ساعة ساعة و 40 ساعة و 40 ساعة معتمدة و 30 ساعة و 35 ساعة و 42 ساعة و 42 ساعة و 42 ساعة و 42 ساعة و 42 و 42 و 42 و 42 و 48 كرونيمو 7-6 وغيرها من المواد. وفقا لأوزان مختلفة ، يمكن تزويرها على وحدات معدات تزوير مختلفة. يمكن أن يصل وزن المنتجات المزورة إلى 6 كجم - 500 كجم ، ويجب إكمال التزوير من خلال التسخين ، والتزوير المسبق ، والتشكيل ، والتشذيب وغيرها من العمليات.

يتطلب تصميم الفولاذ المطروق والأدوات الكاشطة لإنتاجه تكاليف أولية. ومع ذلك ، فإن تكلفة كل جزء منخفضة ، وبالتالي يمكن تحقيق تقليل تكلفة التثقيب وتزوير الأجزاء الفولاذية الكبيرة.
في عملية التثقيب والتزوير ، عندما يتشوه هيكل الحبوب داخل المعدن ، تنتشر عملية تشوه الحبوب على الجزء المعدني بالكامل ، ويمكن تشكيل الجزء المطروق في النموذج المصمم. لذلك ، يمكن تحسين ليونة الفولاذ المطروق. نسبة الليونة والوزن للفولاذ المطروق أعلى بنسبة 20٪ على الأقل من الفولاذ الكربوني.
ينعكس الفرق بين الفولاذ المطروق والفولاذ المصبوب بشكل أساسي في اختلاف تكنولوجيا معالجة الفولاذ (التشكيل والصب). تزوير هو عملية تشوه البلاستيك ، في حين أن الصب هو عملية تشكيل السائل.
يشير الصلب المطروق إلى العديد من المواد المطروقة التي يتم إنتاجها عن طريق طرق الحدادة. تعتبر اللدونة والصلابة والخصائص الميكانيكية الأخرى للأجزاء الفولاذية المطروقة أعلى من تلك الخاصة بالمسبوكات الفولاذية ، ويمكنها تحمل تأثير أكبر. لذلك ، بعض أجزاء الماكينة المهمة هي أجزاء فولاذية مطروقة.
يشير الفولاذ المصبوب إلى نوع من صب الفولاذ يتم إنتاجه عن طريق طريقة الصب ، وهو نوع من سبائك الصب. يمكن تقسيم الفولاذ المصبوب إلى ثلاث فئات: الفولاذ الكربوني المصبوب ، الفولاذ المصبوب منخفض السبائك والفولاذ المصبوب الخاص. يستخدم الفولاذ المصبوب بشكل أساسي لتصنيع بعض الأجزاء ذات الشكل المعقد ، والتي يصعب تشكيلها أو تشكيلها وتتطلب قوة عالية وليونة.
يمكن للعملاء في أي صناعة تستخدم المطروقات طلب عرض أسعار لأي كمية من المطروقات ، من نموذج أولي واحد في كل مرة ودفعات صغيرة إلى إنتاج كبير الحجم.




